ANOTACIONES AL ARTE DE ENFIBRAR ALAS CON NUCLEO DE POREX CON VACIO. Recopilado y escrito por Juan Pérez.
ANOTACIONES AL ARTE DE ENFIBRAR ALAS CON NUCLEO DE POREX CON VACIO
Información recopilada del trabajo realizado por el Maestro Antonio Coronilla.
Lista de Materiales para trabajar la fibra (no esenciales) pero recomendados
- Resina de Laminar + Catalizador
- Guantes
- Pinceles
- Rodillo de pelos y de goma.
- Espátula (tarjetas de crédito viejas sirven)
- Tijeras
- Cutex bien afilado
- Vaso o recipiente para hacer la mezcla de la fibra y agitadores.
- Masilla tipo Aguaplast Pluma o LIteplast
Útiles de Limpieza
- Acetona
- Papel de cocina
Material deseable
- Bomba de Vacío
- Vacuoestato
- Bolsa para hacer vacío y sus accesorios (Válvula, sistema de cierre)
- Alguna forma de mantener en calor la pieza cuando este envasada (ayuda mucho)
- Desmoldeantes, cera es lo más deseable pudiendo usar también Alcohol polivinílico, Vaselina
- Mesa grande plana y limpia
Materiales usados para laminar, Soporte.
- Mylar, va muy bien el de 350 micras de RG https://shop1.r-g.de/en/art/390403
- Acetato (Bricomart) de 2.5 décimas
- Film de polipropileno
- Film de polietileno para separar las piezas de la bolsa de vacío de 0,1 décima
- Para tubos de cola va muy bien el film de poliéster de 0,1 décima
METODO
Además de tener las piezas de tejido ya cortadas y preparadas deberemos también preparar el material escogido para poner entre la fibra y el núcleo y que a posteriori nos dará el acabado de la pieza.
Si optas por usar Mylar como si optas por usar PVC, plancha de polipropileno o cualquier otro es recomendable que se limpie bien y se encere siguiendo estos consejos. Aunque el probar cada uno su sistema es lo más adecuado.
- El mejor acabado se obtiene usando solo cera de desmoldear
- El mylar con una mano de cera y posterior pulido no necesita más y es el que mejor resultado da.
- El polipropileno y otros materiales deben de tener un buen tratamiento de desmoldeante
- Se puede usar alcohol polivinílico que va muy bien pero el resultado es algo inferior en la calidad del brillo.
- Se puede incluso utilizar una mezcla de ambos
- Incluso hay quien usa vaselina (protección labial) con buenos resultados también
- El Mylar para que cierre bien en el borde de ataque convendría fresarlo un poco a unos 15mm en el borde de ataque y por encima no en la parte interior donde toca el tejido impregnado. Eso facilitara el cierre si lo que se quiere tiene forma redondeada, por supuesto laminados planos esto no es necesario.
Lo que se describe a continuación es una idea general para hacer una laminación en un núcleo de foam sin más. Para casos específicos en alas y piezas especiales hay que tener en cuenta cosas particulares de cada caso, las opciones son variadas, así como lo son las piezas. Mas adelante encontraras un ejemplo.
Colocamos el tejido que queramos laminar sobre el soporte que hayas escogido. La pieza debe de ser justa en el bode de ataque, pero unos 5mm más larga en el borde de salida para después poder hacer un corte fino. El tejido debe de estar cortado a 45º



Aplicamos la resina sobre el tejido a usar, con espátula, con rodillo de pelos, con pincel a gusto. Nos aseguramos que impregnamos bien la pieza de tejido, lo esparcimos bien asegurándonos que todo está repartido por igual. Una vez hecho esto, ponemos papel de cocina sobre el tejido y con ayuda de un rodillo lo aplastamos para retirar el sobrante de resina además de que nos ayudara a acabar de esparcir bien la resina en la fibra.
Máximas:
- A la fibra no puede faltarle epoxi. Si creemos que le echamos demasiado después se retirará con el papel de cocina, si le echamos de menos no podrá ser arreglado.
- La mezcla de resina endurecedor tiene que estar muy bien medida, la tolerancia a mayor cantidad es tolerable a cantidades pequeñas NO.
- Dar mucho y luego quitar todo lo que puedas.
Pasamos al paso siguiente que es situar la pieza de porex que vayamos a laminar teniendo en cuenta de que si se trata de un ala o estabilizador el borde de ataque estará lo mejor en línea posible con el tejido para que cierre bien y ajustado. El borde de salida se debería de dejar unos 5mm más largo para así poder hacer un corte fino. Si la pieza de porex lleva tejido preinstalado, como borde de ataque bisagra refuerzos etc., humedecer los mismos con resina antes de ponerles encima el tejido de acabado final.
Una marca o cualquier cosa que nos ayude a identificar las caras de la pieza siempre va bien.
Una vez colocada la pieza sobre el tejido intradós y extradós ponemos un poco de cinta de carrocero para sujetar ambas piezas y que no se mueva la pieza de porex del interior.

Se coloca la pieza en la bolsa de vacío y se recomienda poner de una a dos capas de papel de cocina por encima y por debajo de la pieza y teniendo en cuenta que debe haber continuidad entre el papel de debajo de la válvula y el que se pone arriba y debajo de la pieza a fabricar.
Para que el vacío se produzca igual en todas las zonas de la pieza. Asegurar de que la presión es buena. En este caso el vacío.
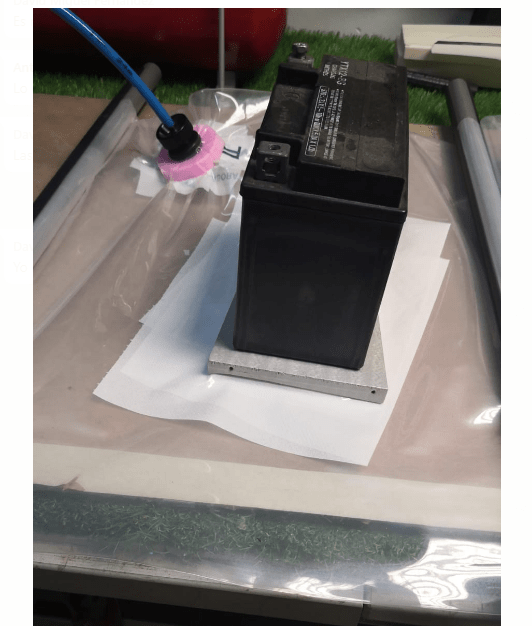
En la imagen no se cumple lo de la comunicación entre la válvula de la bolsa y la pieza, es un ejemplo.
Presión de vacío diferente según material para Porex vulgar de bolas, máximo 0,12 Bar para los porex duros podemos llegar a 0,900 bar le damos una tolerancia de arranque de bomba de 0,20 es suficiente. No pasar de -0,25.
Poner la cama del núcleo arriba y abajo y FUERA de la bolsa, con algo de peso, ayuda a estabilizar.
Cuando se cura una pieza en horno es para conseguir antes todas sus características mecánicas pero el epoxi una vez mezclado empieza la química a trabajar.
En cuanto a temperatura/temperaturas de curado/post curado y sus tiempos hay que seguir las instrucciones del fabricante, porque hay muchas formulaciones.
Para dar una idea de la importancia de la temperatura os ponga una tabla de uno de los fabricantes de resina
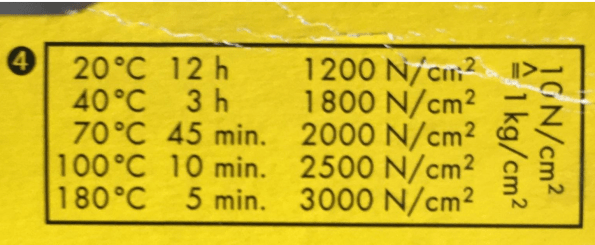
La única diferencia es que depende de cada resina puede incluso tardar una semana en tener todas sus características mecánicas pero para desmoldear dependiendo de la temperatura algunas piezas se puede a las 24 y otras a lo mejor necesita 48 h.
Importante leerse la ficha técnica de cada material.
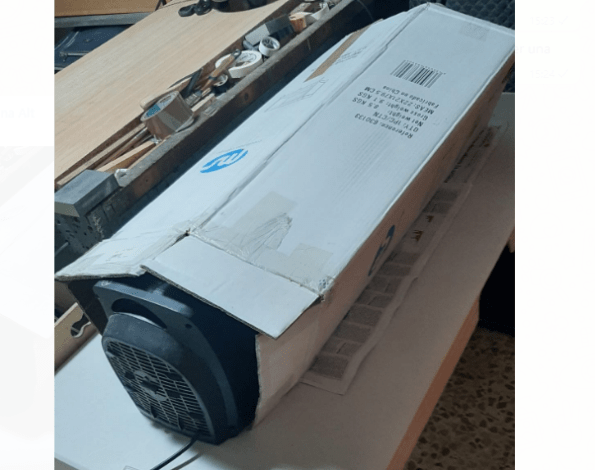
Para contener a la pieza con calor se puede hacer de muchas maneras, pero algunas veces una simple caja de cartón y un calefactor es más que suficiente.
Otra cosa a tener en cuenta es la humedad relativa del local o lugar donde estemos laminado, porque también influye en el curado de las piezas.
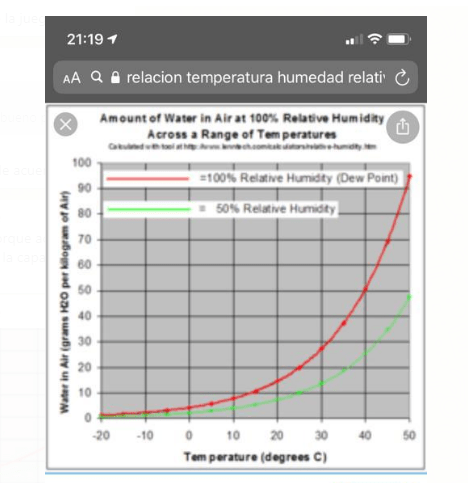
Es un factor a tener en cuenta, pero no por eso tenemos que pensar que no saldremos adelante, conocerlo y tenerlo en cuenta pero no renunciar a trabajar porque por ejemplo vivamos o tengamos el taller con humedad alta.
Se pueden hacer piezas al aire laminando sobre el núcleo de foam con la resina y un rodillo y se obtienen también buenos resultados.

Y que con una buena capa de pintura y/o vinilo queda bastante bien en modelos que quizás tampoco nos exija un acabado exquisito en calidad o peso.
Modelo realizado por Gaspar Mateu
CASO PRÁCTICO PARA REALIZAR UNA ALAS DE UN MODELOS DE 50 GR.
Una lectura a este post de miliamperios hecho por Miquel Baldi ayuda muchísimo:
https://www.miliamperios.com/foro/milvus-mi-nuevo-f5j-271719?highlight=milvus
La preparación del núcleo es esencial. Lo primero que le vamos a realizar es una limpieza exhaustiva del mismo. Cuando este material se corta siempre queda un pelo que apenas se ve y un velo por encima del núcleo. Este material se debe de retirar a conciencia.
Hay que prestar mucho cuidado al realizar esta tarea puesto que todas aquellas marcas que le hagamos al material, es muy fácil dañar el núcleo con una simple uña, (y es muy fácil hacerlo) las marcas quedaran a la vista una vez hayas laminado. Un paño húmedo puede servir.
Al núcleo o Ala que vamos a trabajar le vamos poner todos los accesorios que lleve y nos referimos a largueros, pasos de cables, cajas de servo, bisagra de alerones si lleva etc.
Toda esta preparación la hacemos por pasos y marcando bien el lugar donde lo vayamos a poner para después localizarlo por encima de la piel si utilizamos carbono. Si utilizamos una piel en fibra al ser transparente no tendremos ese problema. La fabricación de estos accesorios merece otro capítulo. Hablemos simplemente de la colocación sobre el núcleo.
Las piezas de refuerzo, los refuerzos en el borde ataque los largueros si son en tejido unidireccional todo ello se colocará en su lugar previamente. En particular el borde de ataque tanto si es de carbono como si es fibra se puede situar bien para que no se mueva usando cola en barra ya que se lleva bien con la resina y permite ir colocando el tejido lentamente y bien centrado.
Si lo que quieres es poner un larguero hecho con tejido de unidireccional hay que abrir un pequeño canal en donde colocaras este tejido con el hundimiento del grosor del tejido para que después no quede abultado al laminar. Fabricar un útil con lija ayuda bastante y ayudado por reglas queda perfecto.


Taco de lija muy fina para hacer los canales del refuerzo del ala. Diferentes anchos y poniendo grosor con celo hasta dejar la profundidad que deseemos marcar sobre el porex.
Para hacer un agüero a lo largo para el paso de cables un útil va fenomenal, os muestro el que utiliza Antonio Coronilla.


Como le gusta decir a él, cada maestrillo tiene su librillo, pero siempre es bueno ver lo que hacen los que ya llevan tiempo desarrollando esta técnica y para eso el motivo de este manualillo.
Aquí os pongo un ejemplo del laminado de un ala que ha realizado Antonio y que gentilmente nos ha dado, lo encontrareis con las fotos y los textos tal y como lo ha realizado el.
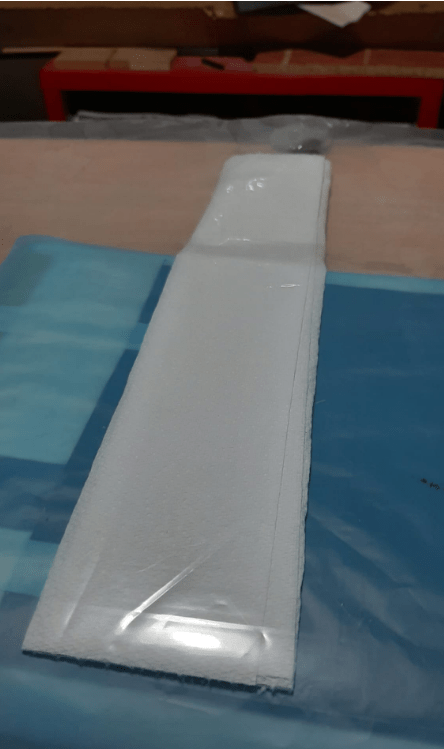
Preparados para laminar
Vamos a partir de unos núcleos Porex cortados con el perfil escogido. Existen muchos tipos desde el más básico de bolas blancas, que son más ligeros, a los nuevos materiales extruidos con acabados más finos de múltiples colores según fabricantes y densidades.
Se encuentran en almacenes de la construcción y en lugares como Leroy Merlín, etc. Hasta incluso si tenéis una obra cerca de casa y amablemente les pedís una plancha, seguro os la dan 😉.
El presente manual no estaba pensado para hablar de este tema, más bien os deja a vosotros la libertad de escoger el material que os venga mejor y como cortarlo.
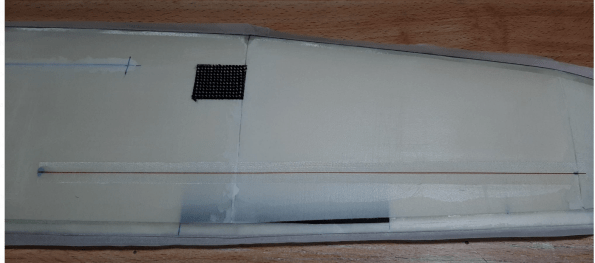
Dicho esto, nos metemos en faena partiendo de estos núcleos cortados a los cuales lo primero y antes de laminar le tenemos que dar una preparación, como dijimos al principio, de limpieza, sobre todo. Lo preparamos para ponerle un larguero, una caja de bayoneta, así como el agujero de paso de cables.
Con las herramientas que os hemos mostrado antes.
Le pondremos los refuerzos que deseemos con tejido más resistente y mayor gramaje, esto hay que estudiarlo bien y colocar los que sean realmente necesario para no carga mucho el en peso el modelo cosa que hay que tener siempre presente.
Los refuerzos de kevlar y otras fibras que queramos usar los pegamos en papel bizcocho (papel de horno) con cola 3M77 de forma que cuando los cortemos no se deshilachen mucho, al situarlos donde queramos retirar el papel.
Los agujeros/canales de paso de cables a los servos una vez hechos y extraído lo quemado se deberían de rellenar por el corte que hemos producido, para ello introducimos un redondo del diámetro que hayamos hecho la canal, aconsejable de unos 3 mm y por la apertura a lo largo rellenaremos con masilla del tipo aguaplast Pluma. Incluso con esta masilla también la usaremos para retocar las uniones del núcleo si fuese necesario y si las hubiera y aquellos defectos de poca importancia producidos por el corte.
Empezamos.
Unos guantes de nitrilo para protegerse las manos son ideales.
Hacemos la mezcla del epoxi y la pasamos mejor un plato o recipiente grande para poder mojar bien el rodillo en caso de se use esa herramienta.




Comenzamos a impregnar la fibra que estará situada sobre el mylar (o el material escogido)


Fibra ya impregnada
Ponemos alguna cosa para decorar en el Ala que se transparentara.
En este caso hemos puesto Papel de seda, se puede comprar en librerías y existe en varios colores


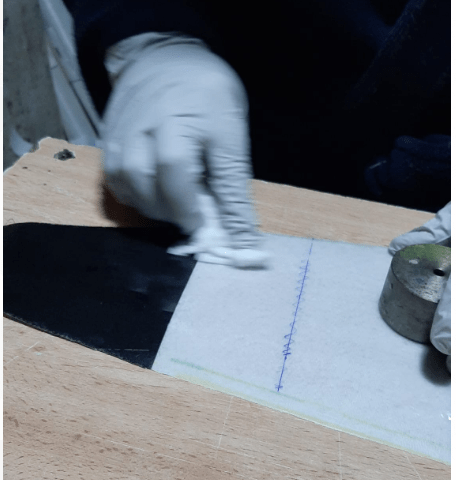
Pasamos a quita el exceso de epoxi colocando papel de cocina encima de la pieza ya impregnada.
Nos ayudamos de un rodillo dura y apretamos bien.



Una vez acabado de hacer esto le damos la vuelta a la pieza y le recortamos todo el sobrante del tejido alrededor del mylar.


Limpiamos el Mylar de la posible resina que haya pasado
Cogemos el ala y le damos resina al borde de ataque, los refuerzos que hayamos puesto y al carbono que hemos puesto a modo de larguero o refuerzo, también damos epoxi al borde salida.




Una vez acabo esto pasamos un secador para eliminar el posible polvo que exista en la pieza a laminar.
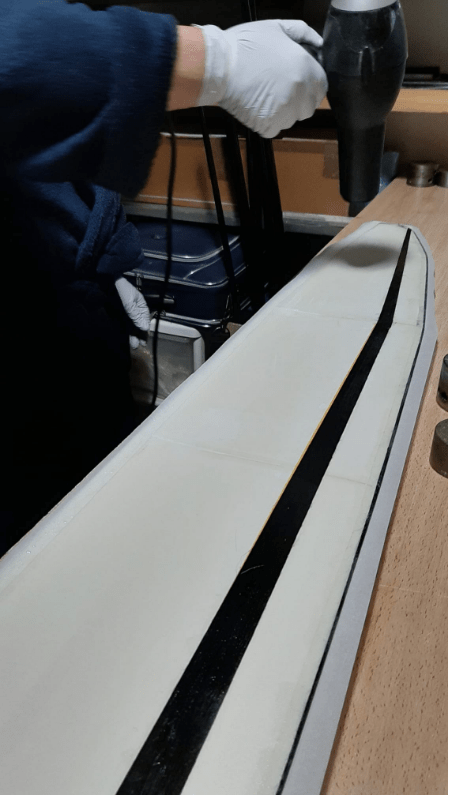
Retiramos el papel de absorción. Importante revisar las imperfecciones y repasar si fuese necesario

Vamos a colocar el plástico con el tejido encima del ala, Intentado alinear para que el borde de ataque quede bien ajustado en su lugar.
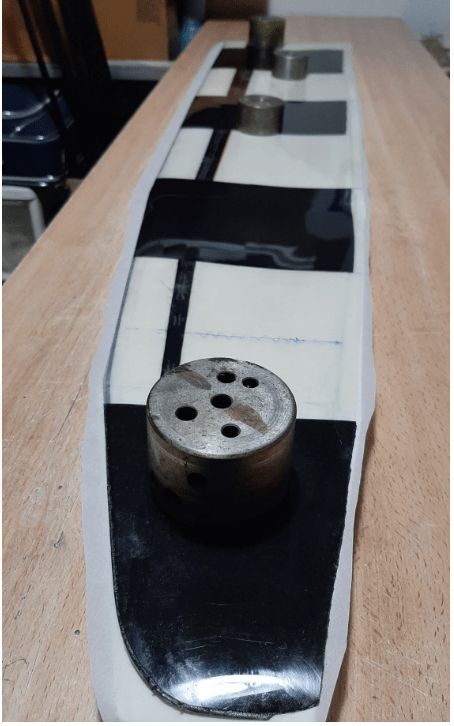
Con cinta de carrocero ponemos varias grapas alrededor para fijar el plástico a la cama del ala.


Tiene que quedar muy bien sujeto
Colocamos el plástico que nos protegerá la bolsa de vacío encima de la pieza.
Paso siguiente, metemos el conjunto dentro de la bolsa de Vacío.


Una vez seguros de que todo está en su sitio cerramos la bolsa de vacío por detrás y metemos el papel de cocina entre el ala y la válvula de aspiración para que corra el vacío.
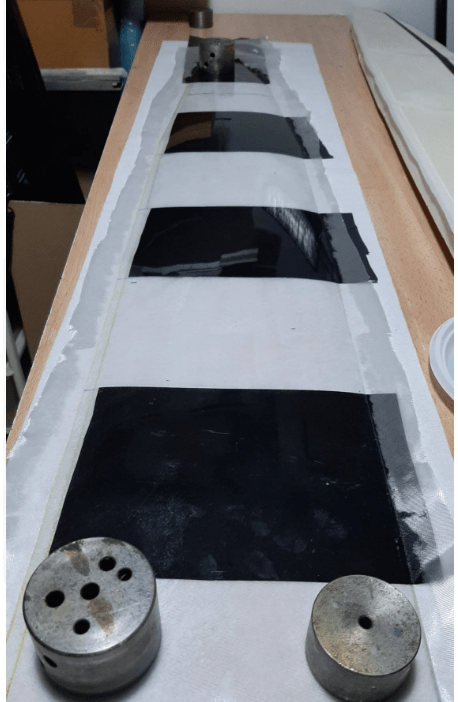
Y cerramos la parte delantera. Se puede usar varios sistemas aquí vemos uno sencillo, se trata de una U en aluminio donde situamos la bolsa y después la ajustamos con un redondo de goma que ajusta perfectamente proveniente de la junta de una olla exprés.
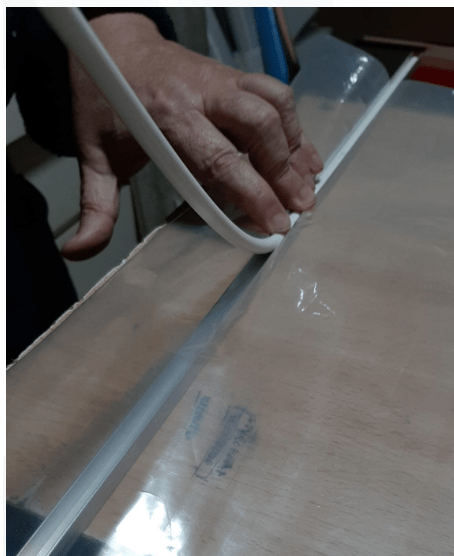
Asegurar bien después dándole unas vueltas al aluminio y la bolsa y con una simple pinza sujetar el conjunto.
Ponemos en marcha la bomba de vacío y comprobamos que todo queda bien alineado y que la bolsa reparte bien el vacío por toda ella. Ponemos algo que ayude a inmovilizar todo. Y a esperar 24 horas



Una vez comprobemos que la bomba mantiene el vacío y que todo marcha bien, arropamos al » bebe» con una manta eléctrica, porque estamos en invierno y el epoxi nos lo agradecerá.

Preguntamos a Antonio para que nos diera algún que otro detalle en cuanto a la decoración. Se pueden pintar los mylar por dentro antes de la laminación, con ellos se consiguen resultados muy buenos, al sacar la pieza la pintura se transfiere a la fibra. Recomendación es hacerlo con acetato transparente y pintura en spray ya que mirándolo al sol podemos ver el que el reparto de la pintura este homogéneo.
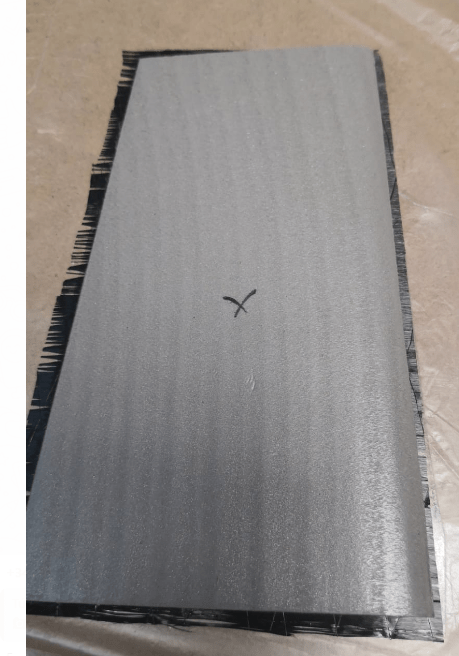
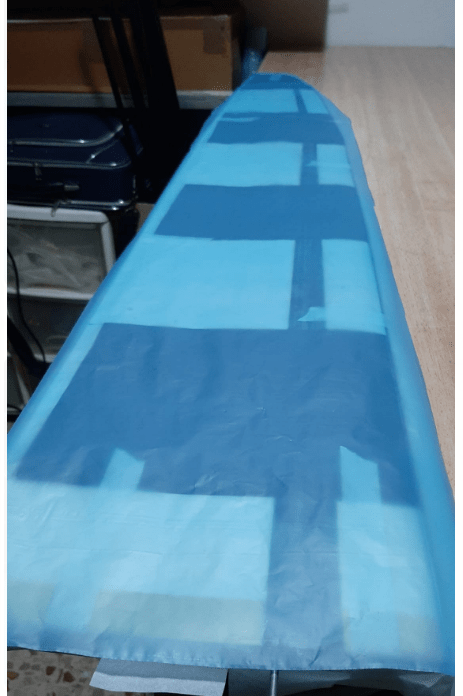
 Pasadas 24h sacamos la pieza de la bolsa de vacío con este resultado. Y ¡ojo! no quitamos el mylar de la pieza
Pasadas 24h sacamos la pieza de la bolsa de vacío con este resultado. Y ¡ojo! no quitamos el mylar de la pieza

Damos la vuelta la pieza y seguimos con el mismo procedimiento anterior para laminar esta cara del ala.
 Le ponemos el refuerzo de la caja del servo, marcamos el alerón y ponemos la bisagra. En el caso de un velero de 50 gr. el Peelply es suficiente, existen otros materiales es libre de poner lo que cada uno crea conveniente según su experiencia.
Le ponemos el refuerzo de la caja del servo, marcamos el alerón y ponemos la bisagra. En el caso de un velero de 50 gr. el Peelply es suficiente, existen otros materiales es libre de poner lo que cada uno crea conveniente según su experiencia.
El proceso de colocar la fibra, la decoración y pasarlo a la bolsa esta explicado anteriormente y es exactamente el mismo. Veamos el resultado…
 Conviene dejar las protecciones en las alas 24 horas más, el curado del conjunto lo agradece y si le seguimos poniendo algo de calor mucho mejor.
Conviene dejar las protecciones en las alas 24 horas más, el curado del conjunto lo agradece y si le seguimos poniendo algo de calor mucho mejor.
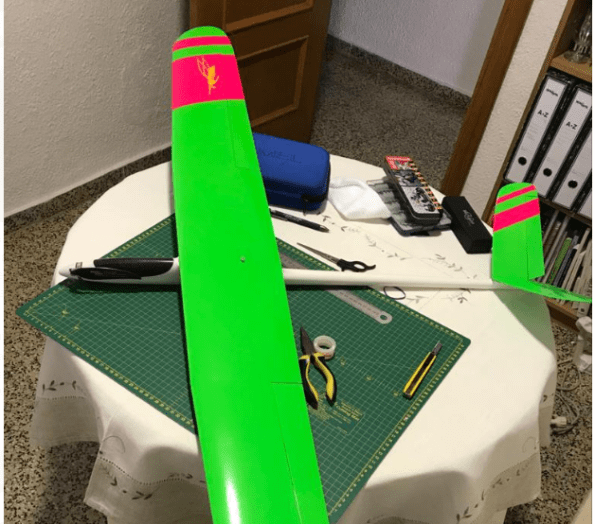
Ha llegado el momento de desproteger el ala realizada de sus protecciones y ver el resultado.
Poco a poco y sin tirar demasiado vamos levantando la capa de plástico.


 El resultado será espectacular como la foto donde el brillo es superior.
El resultado será espectacular como la foto donde el brillo es superior.
Una vez el ala libre tenemos que cortar los sobrantes de la tela y de la resina en el borde de ataque.
A la hora de cortar el sobrante, primero poner cinta de carrocero, luego medir y poner marcas, después fijar mediante cinta de carrocero la regla y por último cortar el sobrante con cúter muy afilado dando las pasadas que hagan falta, pero sin presionar.


Una vez cortado el sobrante fijaremos con lija fina los bordes para no cortarnos.
Si ampliamos la foto veréis perfectamente el borde de ataque en carbono.


Aseguramos la regla para que no se mueva, es conveniente que sea metálica. Utilizamos en este corte siempre una cuchilla nueva, y hacemos el corte en varias pasadas. Y el corte transversal lo hacemos con una sierra de costilla o similar de diente fino.


Pasamos la regla metálica a la parte superior y la situamos donde previamente habíamos marcado el alerón. Con la ayuda de un disco de corte (importante esto) y vamos dando pasadas, hasta que el alerón se mueva con suavidad.

Hacer tantas pasadas como sean necesarias para conseguir el efecto deseado. Hasta que creamos haber conseguido la suavidad necesaria para que el servo trabaje el alerón sin excesivo trabajo cuidando mucho de no cortar la bisagra.
Existen varias posibilidades, la que explica aquí es una de ellas, dependerá de cada uno cual de ellas utilizar. Esta es una forma quizás mas laboriosa que una mecanizada pero su resultado es más que correcto.
LAMINADO DE LOS ESTABILIZADORES.
Partimos de unos núcleos ya cortados a los que previamente les habremos puesto los refuerzos que hayamos creído conveniente. Así como la bisagra en el caso de que hayamos decidido poner partes móviles, cosa mas frecuente en el estabilizador de profundidad ya que puede ser que sea también de forma pendular.


 A los núcleos les vamos a aplicar la misma técnica que la explicada con las alas, no existen diferencias dignas de mención, solo hay una a la hora de poner la pieza dentro de la bolsa de vacío.
A los núcleos les vamos a aplicar la misma técnica que la explicada con las alas, no existen diferencias dignas de mención, solo hay una a la hora de poner la pieza dentro de la bolsa de vacío.
Podemos pensar que al tratarse de una pieza más pequeña en laminar las dos caras al mismo tiempo. Si optamos por ello solo tener en cuenta de que la cama del núcleo la debemos de dejar fuera de la bolsa de vacío para que cuando la sometamos a vacío el apriete de la pieza lo haga bien repartido y en ambas caras. Así que la cama la situaremos fuera y apoyaremos el núcleo en la misma.
A los refuerzos se les pone epoxi cuando se va a enfibrar.
Pero al borde de ataque se les da una pasadita con el rodillo bastante antes para que cuando vamos a enfibrar esa parte este ya dura.
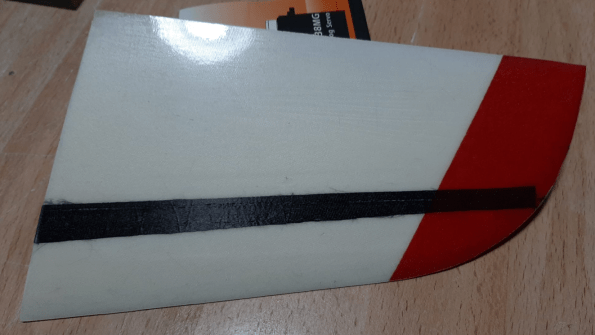
Resultado una vez acabado de laminar un timón de dirección el procedimiento para cortar la parte móvil es exactamente la misma que la del corte del alerón.
Aquí podéis ver unos estabilizadores de profundidad usando el mismo sistema de laminación con resultados excelentes.


LINKS DE INTERES
Tiendas de composites:
https://www.fibermaxcomposites.com/shop/
https://www.r-g.de/en/home.html.
https://www.sagristaproducts.com/
Tiendas para núcleos:

Fantástico trabajo, muy metódico, bien explicado, bien documentado, todos aprendemos de la dilatada experiencia de los expertos, muchas gracias Joan y muchas gracias al Maestro Coronilla y a su encantadora esposa Paqui.